")
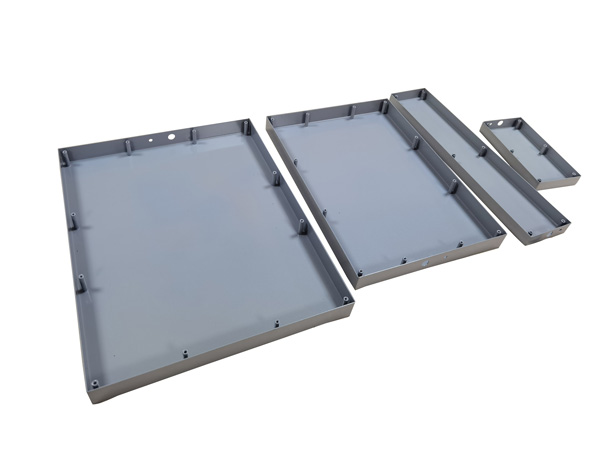




产品介绍
钣金外壳工艺流程:钣金外壳工艺包括剪、冲、切、复合、折、焊接、铆接、拼接、成型(如汽车车身)等。
1、下料
下料有五大方式分别是:剪床、冲床、NC数控下料、镭射下料、锯床等.
①剪床主要是为模具落料成型准备加工,成本低、一般精度低于0.2,但是只能加工无孔无切角的条料或块料。
②冲床是将零件展开后的平板件冲裁成各种形状的料件,其特点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。一般冲床加工的有冲孔、切角、落料、冲凸包(凸点),冲撕裂、抽孔、成形等加工方式,其加工需要有相应的模具来完成操作。
③NC数控下料首先要编写数控加工程式,利用编程软件,将绘制的展开图编写成NC数拉加工机床可识别的程式,让其根据这些程式一步-刀在平板上冲裁各构形状平板件,但其结构受刀具结构所至,成本低,精度于0.15.
④镭射下料是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同NC下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1.
⑤锯床主要是用于钼型材、方管、圆棒料之类,成本低,精度低。
2、钳工
钳工主要是用于钣金外壳加工中沉孔、攻丝、扩孔、钻孔等.
沉孔角度一般120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。
3、翻边
翻边也就是钣金外壳加工中的抽孔,就是在一个比较小的基孔上抽成一个比较大的孔,再攻丝,以增加其强度和螺纹圈数,避免滑牙,一般用于板厚比较薄,其孔周正常的浅翻边,厚度基本没有变化。
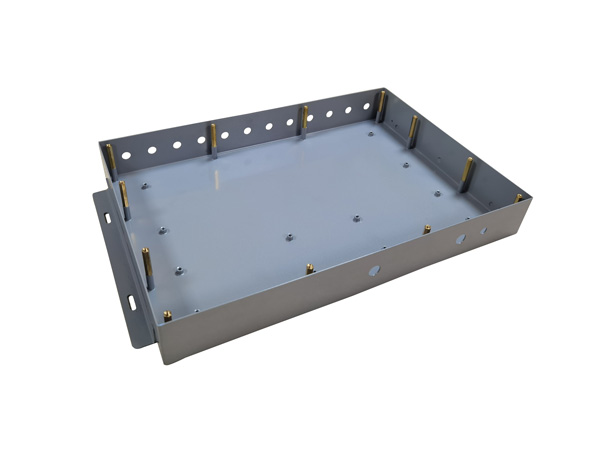
4、压铆
其是通过液压压铆机或冲床来完成操作,将其铆接到五金件上,形成一个可拆卸或不可拆卸的连接体,还有涨铆方式,需注意方向性。
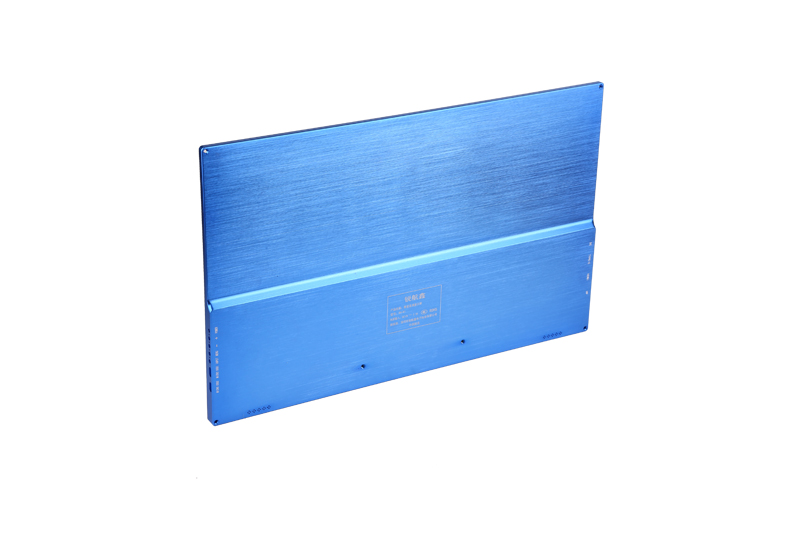
5、折弯
钣金外壳加工折弯就是将2D的平板件,折成3D的零件。其加工需要有折床及相应折弯模具完成,折弯有一定的折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。通常情况下是先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯一压铆—再折弯等工序。
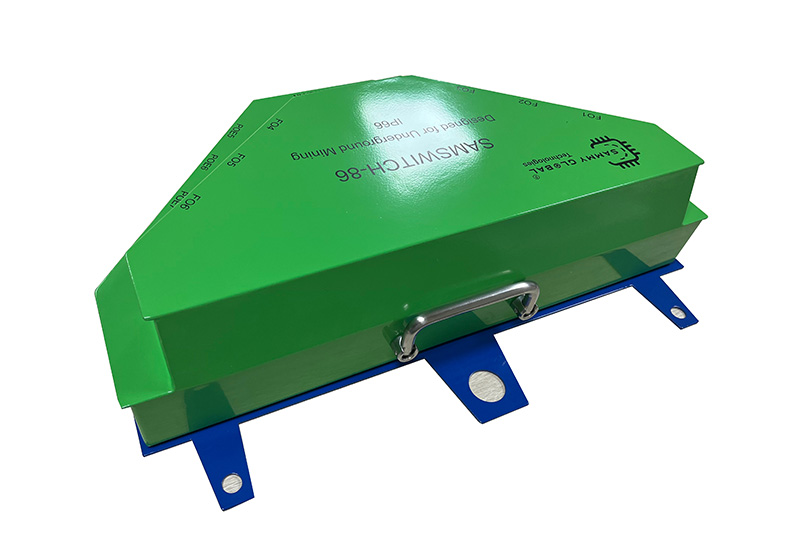
6、焊接
钣金外壳加工焊接方式有很多种,但是比较常用的有CO2焊和氩弧焊,CO2焊具有生产率高,能源消耗少,成本低,抗锈能力强等优点氩弧焊用于不锈钢、铝板类焊接上,溶深浅,溶接速度慢,效率低,生产成本高。
钣金零件加工,金属钣金加工,钣金加工,我司根据您的需求定制,大规模生产样品,快速制造样件,我们担保高质量、高精度,工厂拥有各类型数控的精密机械加工设备,有车床、精密铣床、线切割机、精密磨床、攻牙机、钻床、CNC电脑锣等。能承接大多数精密机械自动化设备制造、机械零件、五金件、生产制造。




最新资讯
-

CNC加工中出现刮痕是什么原因?
CNC加工属于铝材加工中的一种加工方式,一般CNC加工通常是指计算...
-
钣金外壳表面有哪些护理方式?
如今,随着工业化的不断发展和进步,钣金外壳在我们的日常生活之...
-

合格的五金冲压件要具备哪些要求?
随着社会的发展,冲压产品已经发展到各个领域,日常生活中也出现...
-

CNC加工的操作程序是怎样的?
CNC加工,也叫数控加工,是指用数控的加工工具进行的加工。因为...
联系我们

24小时服务电话13713736163 / 13430979192
—— 加微信直接沟通